液壓缸密封圈安(an)裝前,應首先檢查密封件(jian)表面(mian)質量,不得(de)有飛(fei)邊、毛(mao)刺、裂痕、切(qie)邊。氣孔和(he)疏松(song)等缺陷(xian),密封件(jian)的幾何尺(chi)寸和(he)精度(du)都(dou)要符合标準(zhun)要(yao)求。
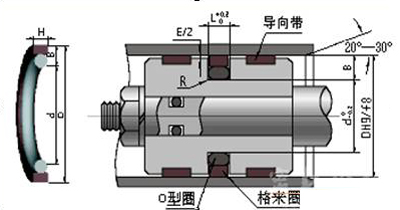
圖1.孔用(yong)組合(he)密封圈(quan)由o形圈和(he)耐磨(mo)環組成
由(you)于液(ye)壓缸o形圈(quan)彈性較大(da),安裝比較(jiao)容易;而(er)耐(nai)磨環(huan)彈性(xing)較差,如(ru)果(guo)直接安裝(zhuang)則活(huo)塞的(de)各台階、溝(gou)槽容(rong)易劃(hua)傷其(qi)密(mi)封(feng)表面,影響(xiang)密封效果。為保證耐磨環(huan)安裝(zhuang)時不被(bei)損壞,應采取一定的安(an)裝措施。耐磨環(huan)主要由填充聚(ju)四氟乙烯(ptfe)材料制成(cheng),具有耐腐(fu)蝕的(de)特性(xing),熱膨(peng)脹系數較大,故(gu)安裝前先将其(qi)在100℃的(de)油(you)液中浸泡20min,使其逐漸變軟,然(ran)後用(yong)圖2所(suo)示工裝将其裝(zhuang)入活(huo)塞的溝槽中。
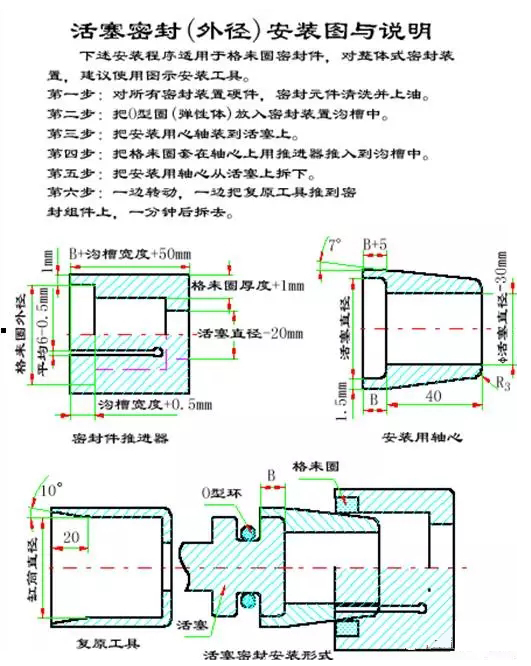
圖2.工裝由定(ding)位套和(he)漲套組成
定(ding)位套頭部(bu)有5?倒(dao)角,用于引(yin)導o形圈和耐(nai)磨環裝入活(huo)塞端(duan)部溝(gou)槽(cao)。漲(zhang)套由彈性(xing)較好的65 mn鋼(gang)經熱處(chu)理(li)制成(cheng),加工成均勻(yun)對稱的8瓣結構。需要注意的是,加(jia)工各瓣底(di)部的(de)小孔時(shi),分度要(yao)均勻,銑開各瓣(ban)時應使鋸口對準小孔(kong)的中心,以保證漲(zhang)套各(ge)瓣(ban)能均勻(yun)漲開。同時(shi)各(ge)部(bu)位都(dou)應進(jin)行(光(guang)滑)倒(dao)角,以免(mian)損壞密(mi)封圈(quan)。
每(mei)一種規格(ge)的密封圈都(dou)應有一套對應(ying)的工裝來保證(zheng)其裝(zhuang)配要求。安(an)裝完(wan)成後不允(yun)許(xu)密封圈有折(she)皺、扭曲、劃傷和(he)裝反的現象存在。
圖(tu)3.液壓缸缸(gang)筒
缸筒上的螺(luo)紋孔常安排在(zai)焊接工序(xu)之後加工,這樣就不可避免地要在(zai)螺紋(wen)孔出口與(yu)缸筒内壁的交(jiao)界處(chu)産生毛刺(ci)。為清(qing)除毛(mao)刺,必(bi)須設(she)計(ji)制做專用刀(dao)具對其進行加工,達到光(guang)滑過渡的目的(de)。專用(yong)刀具的結(jie)構。使用(yong)時,先将(jiang)刀杆(gan)從螺紋孔中(zhong)插人(ren),然後從(cong)側面将刀頭安(an)裝在刀杆(gan)上,旋(xuan)轉刀杆(gan)即可将(jiang)毛刺除掉并加(jia)工出光滑完整(zheng)的表面。
另一類(lei)密封(feng)件是聚氨(an)酯材質(zhi)的y形密封圈(quan)因其(qi)具有高硬度、高彈性(xing)、耐油(you)、耐(nai)磨和耐(nai)低溫(wen)等優點,廣(guang)泛用于液壓油(you)缸中(zhong)。它(ta)的内、外(wai)唇根據軸用或(huo)孔用可制成不(bu)等高(gao)形(xing)狀,以起(qi)到密封和自身(shen)保護的作用。不(bu)等高(gao)唇y形圈,其(qi)短唇與密封(feng)面(mian)接觸,滑動(dong)摩擦(ca)阻力小,耐磨性(xing)好,壽命長;長唇與(yu)非相對運動(dong)表面有(you)較大的預壓縮量,工作時不(bu)易竄(cuan)動。
由(you)于聚氨酯材質(zhi)的y形(xing)圈硬度高、預壓(ya)縮量(liang)大,在(zai)安裝、更換(huan)時常(chang)常會造(zao)成密封(feng)圈被(bei)擠破(po)、翻卷和(he)咬(yao)邊等損壞(huai)現象,從而(er)起不(bu)到應(ying)有的(de)密封(feng)效果,甚至失效(xiao)。裝配(pei)時(shi),我們曾(ceng)用螺絲(si)刀(dao)将密(mi)封唇(chun)沿缸徑往裡壓;或用(yong)細鐵絲将密(mi)封圈的(de)外唇捆緊,使其(qi)外徑小于缸的(de)内徑,然後(hou)将密(mi)封圈送入缸内(nei),再将(jiang)細(xi)鐵(tie)絲抽出。但這兩種裝法都(dou)容易将密封圈劃傷,導緻(zhi)密封失效,增加(jia)維修時(shi)間。針對(dui)這種情(qing)況(kuang),我們(men)用0.lmm厚的冷軋鋼(gang)帶或銅皮将其(qi)剪成長方形,其(qi)長度等于y形圈(quan)外徑(jing)的周長,然後用它将密封(feng)圈裹緊,再一點一點地送(song)入液(ye)壓缸缸(gang)筒中,待外唇(chun)口全部進(jin)入(ru)缸筒後再将(jiang)其抽出(chu),安裝效果較好。
